
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик





Blackening Treatment Rund Selvklemmende møtrik
Xiaoguo® investerer i moderne maskineri for ensartet produktkvalitet.Installation af den sorte behandlingsrunde, selvklinkende møtrik-Sorteringsbehandling involverer at trække en dorn gennem dens centrum, hvilket får den nederste del til at deformeres radialt udad, hvilket skaber en stor, sikker lejeflade på den blinde side af materialet.
Model:QIB/IND ZS
Send forespørgsel
Produkt beskrivelse
For at få sortebehandling rund selvklinkende møtrik til at virke bedre og holde længere, får de forskellige overfladebelægninger. Her er nedenstående på almindelige:
Stålmøtrikker får ofte zinkbelægning, du kan få klare, gule eller sorte chromatoverflader. Det er en omkostningsvenlig måde at beskytte dem mod rust. Så er der Geomet™, som er en zinkflagebelægning. Den er rigtig god til at bekæmpe korrosion og kemikalier, og den opfylder mange automotive standarder.
Rustfri stålmøtrikker gennemgår normalt en passiveringsproces. Det er bare med til at øge den korrosionsbestandighed, de allerede har. For aluminiumsnødder kan de blive anodiseret (som kan være klare eller farvede) eller få en kemisk film (det er en chromatkonverteringscoating).
Alle disse finish gør det samme arbejde: de beskytter nødderne mod fugt, kemikalier og slid. Det er nøglen, hvis du vil have dem til at holde længe.
Branchestandarder og parametre:
Sværtningsbehandling rund selvklinkende møtrik følger industriens regler, normalt baseret på DIN 7337 eller noget lignende. Dette sikrer, at de kan erstatte hinanden, uanset hvem der fremstiller dem.
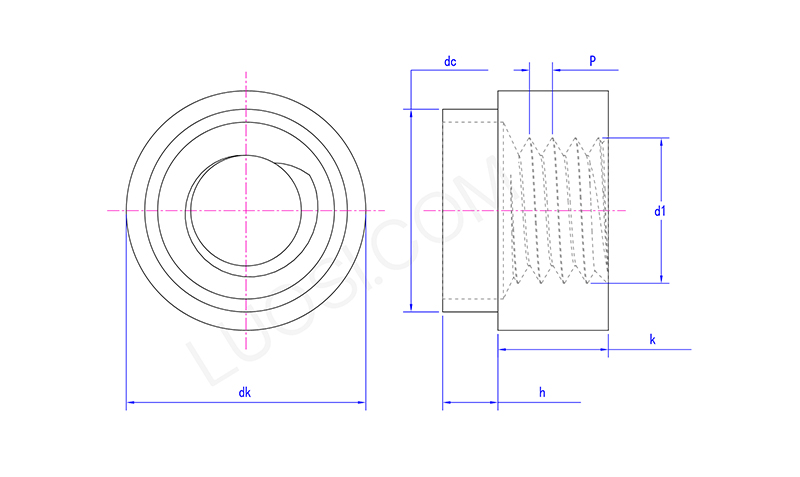
Du måler dem efter forskellige ting: trådstørrelsen (som M4, M5 og så videre), hvor bred kroppen er, hvor bred flangen er, og hvor tykt materialet kan være, når du bruger dem. Standard gevindstørrelser går normalt fra M3 til M12.
Den store forskel er, at efter at du har installeret disse møtrikker, er flangen (den del, der breder sig) meget bredere, end kroppen var før. Det er det, der gør dem så gode til ikke at trække gennem materialer.
Når du vælger en møtrik, skal du kende de nøjagtige mål. Du skal matche møtrikken til størrelsen på hullet og hvor tykt materialet er. Hvis du ikke gør det, fungerer det ikke rigtigt.
| man | M3-1,5 | M3-2 | M4-1,2 | M4-1,5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| dk max | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| dk min | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| dc max | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| k max | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| k min | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| h max | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| h min | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
Hvilke værktøjer er nødvendige for installationen?
For at installere en rund selvklinkende møtrik, skal du bruge et specielt indstillingsværktøj kaldet en dorn. Dette værktøj træs ind i møtrikkens indvendige gevind. Når du trækker i eller anvender kraft på værktøjet, får det møtrikken til at udvide sig udad og deformerer den, så den griber tæt om rørvæggen.
Der er manuelle indstillingsværktøjer, men i de fleste tilfælde, især i fabriksopsætninger, er pneumatiske eller hydrauliske værktøjer bedre. De giver en ensartet kraft, som sikrer, at møtrikken monteres korrekt hver gang. Denne konsistens er nøglen til pålidelig ydeevne, især når du udfører mange installationer.
Hot Tags: Blackening Treatment Round Selvklemmende møtrik, Kina, producent, leverandør, fabrik
Relateret kategori
Sekskant møtrik
Firkantet møtrik
Sekskant flangemøtrik
Låsemøtrik
Hættemøtrik
Sekskantet slidsmøtrik
Håndskru møtrikken
Rund møtrik
Navmøtrikker
T-møtrik
Rørnød
Andre nødder
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.








