
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




Belastningsstabile T-stil svejsemøtrikker
Belastningsstabile svejsemøtrikker i T-stil giver overlegen modstandsdygtighed over for vibrationer og løsning sammenlignet med mange andre møtriktyper, når de er svejset. Kvalitetsfremstilling, støttet af pålidelige producenter, er central for Xiaoguo®, hvilket sikrer, at produkterne lever op til internationale standarder.
Model:JIS B1196-3.2-1994
Send forespørgsel
Produkt beskrivelse
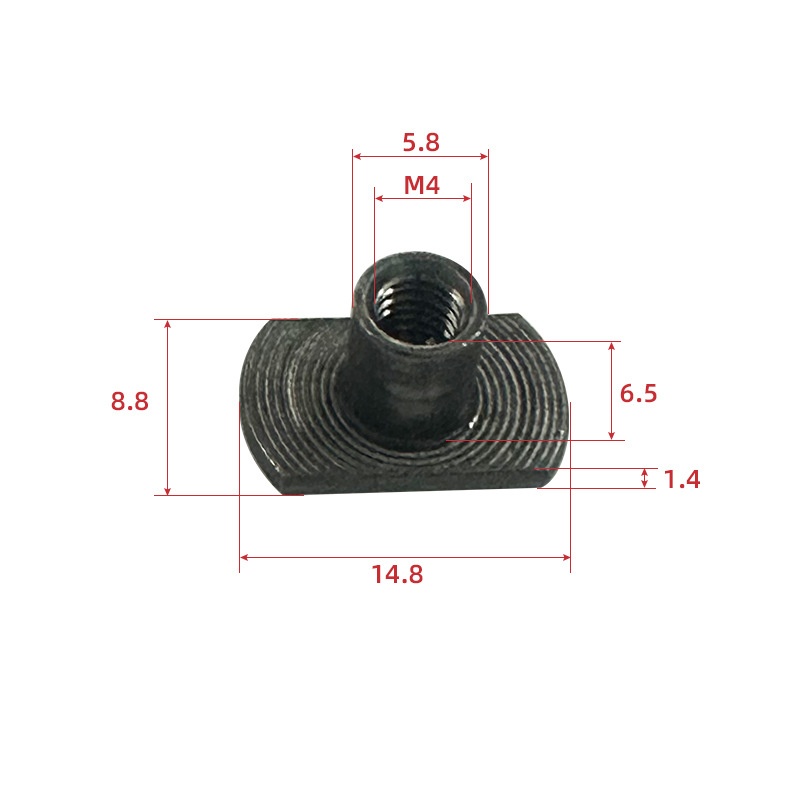
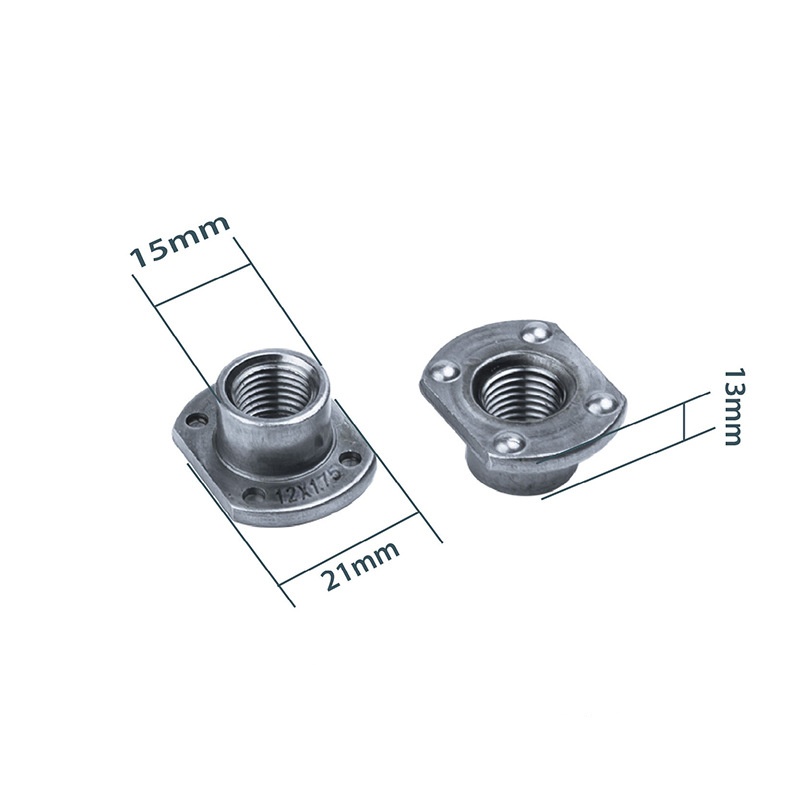
I modsætning til bolte, der kræver, at du kommer til begge sider, skal belastningsstabile T-svejsemøtrikker kun have adgang fra den ene side – både til svejsning og derefter isætning af fastgørelseselementer. Det er super nyttigt til lukkede dele eller kasseformede sektioner.
Den store flange hjælper også med at tætne mod metalpladen. Hvis du placerer tætningsmiddel eller pakninger på flangeoverfladen før svejsning, vil disse møtrikker hjælpe med at danne en tætsiddende, lækagesikker forbindelse.
| man | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1,25 | 1,25︱1,5 | 1,5︱1,75 |
| dk max | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk min | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| s max | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| s min | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| ds max | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds min | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k max | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| k min | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| h max | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| h min | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 maks | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 min | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 maks | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 min | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Gældende scenarier:
Det mest almindelige og billigste materiale til belastningsstabile T-stil svejsemøtrikker er lavt til medium kulstofstål - som AISI 1008, 1010, 1018. Denne slags stål fungerer godt til svejsning, har god styrke, er let at forme og koster ikke meget.
Stabile svejsemøtrikker i kulstål T-stil svejsemøtrikker er fine til de fleste almindelige industrielle anvendelser, hvad enten de er inde eller på steder med lidt korrosion - især hvis de har en beskyttende belægning. Deres styrkeegenskaber betyder, at de kan håndtere de forskydnings- og trækkræfter, der er nødvendige for hårde fastgørelsesopgaver, når de først er svejset på.

Installationsvejledning:
For at få den bedste styrke ud af belastningsstabile T-svejsemøtrikker, skal du kontrollere svejseindstillingerne – strøm, tid, tryk – nøjagtigt som specificeret for møtrikkens materiale og tykkelse.
Det er virkelig vigtigt at gøre overfladen klar: ren, ingen olie på metallet. Selve designet hjælper med at fokusere svejsestrømmen gennem projektionen, men det er nøglen at indstille maskinen korrekt og sikre, at operatørerne ved, hvad de laver. Sådan får du ensartede, stærke svejsninger på hver T-Style-møtrik.
Hot Tags: Belastningsstabile T-stil svejsemøtrikker, Kina, producent, leverandør, fabrik
Relateret kategori
Sekskant møtrik
Firkantet møtrik
Sekskant flangemøtrik
Låsemøtrik
Hættemøtrik
Sekskantet slidsmøtrik
Håndskru møtrikken
Rund møtrik
Navmøtrikker
T-møtrik
Rørnød
Andre nødder
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.








